QC20球杆仪用于快速、高效地检查和诊断机床性能。球杆仪测试已获得诸多 国际标准的广泛认可,成为制造过程中的一个关键质量保证环节。
制程基础
工件质量取决于机器性能。如果不了解机器误差,就无法确保工件符合技术规格。
精确测量和设定机器是制程控制的基础,可确保机器在加工过程中实现理想性能,而且加工环境保持稳定。量化制程能力有助于降低成本 、提高效率。
在机床验证方面获得业内高度评价
即使拥有最好的机器设备和操作人员,仍然可能因机器磨损而造成产品缺陷,不仅浪费时间和金钱, 甚至还可能令您丢掉客户。没有人想生产不合格的零件。 工件的尺寸和表面缺陷可能源于刀具缺陷、主轴磨损或 工件夹紧问题,但工件缺陷通常主要归因于机床本身的 定位误差,这是由机床内部的几何量误差、动态误差和 间隙误差引起的。
QC20球杆仪可以轻松、快速地了解系统性能和 机床能力,从而帮助用户降低废品率,及时发现和解决问题。利用对机器性能的深入了解和量化结果,许多误差往往在几分钟内即可解决。无论是新机器还是旧机器,都可能会有误差。
零废品率的秘诀在于,首先准确了解机器性能,然后 据此安排生产计划并按需调整。以前可能是通过耗时的加工测试或“标准”件检测 来实现这一点的。如果您的工件与标准件的尺寸相似, 那么这种方式就很好用,但在许多情况下并非那么容易。

在车床上执行QC20球杆仪测试
减少机床停机时间
依据每一台机床的性能“因材施用”,可生产出质量稳定且合格的零件,同时也可以减少意外停机。 这意味着机床的金属切削时间增加,同时维护人员也无需频频“紧急救火”,而是专注于预防性维护。
通过定期检查机床的性能状况,全面深入地诊断误差源,您可以减少机床的应急维护工作,将重点放在 更有价值的预防性维护工作上。
QC20球杆仪
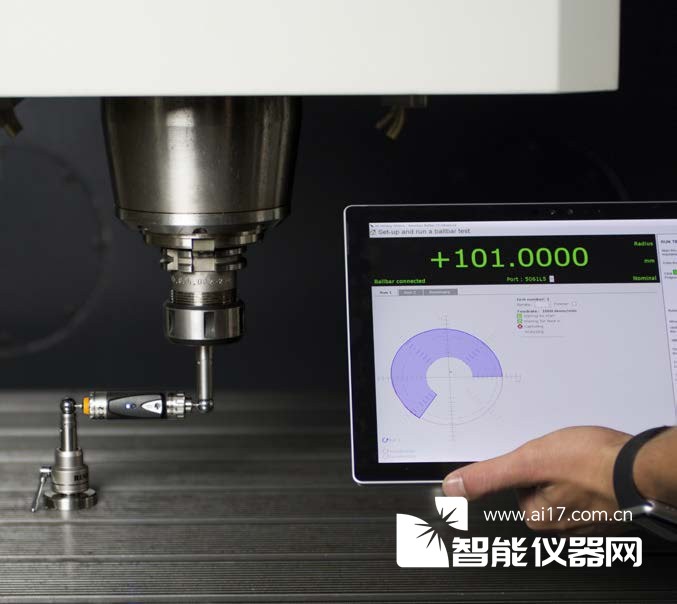
QC20球杆仪是一个高精度伸缩式线性传感器,两端各有一个精密球。在使用过程中,将精密球以机械定位的 方式固定在两个精密磁性球碗之间,一个球碗连接在机床工作台上,另一个连接在机床主轴或主轴箱上。这样,当球杆仪围绕一个固定点旋转时,就能测量半径的细微变化。对于大型机器,将50 mm、150 mm和300 mm加长杆组合在一起可执行半径长达1,350 mm的测试。对于小型机器,我们提供附件用于支持径向要求小于100 mm 的测试。
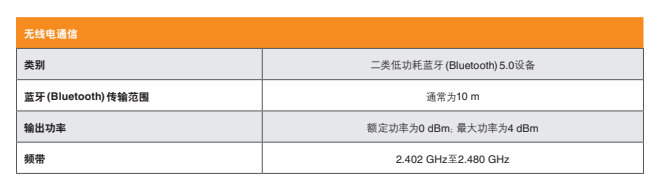
球杆仪具有LED状态指示灯,用于显示电池 、通信和故障状态。信号处理在球杆仪内部进行, 而数据通过低功耗蓝牙 (Bluetooth Low Energy) ®技术传输至计算机。可靠的无线连接意味着无需处理 线缆问题,在防护门关闭的状态下也可操作,而且降低了系统损坏的可能性。
测量能力
QC20球杆仪能够测量多种不同类型的机器误差,这些误差可分为两类。
位置误差
位置误差、比例缩放误差、垂直度误差,这些误差的大小不受进给速度的影响。
动态误差
反向间隙、反向跃冲、伺服增益,这些误差将随进给速度的变化而变化
主要特性与优点
重复性高
球杆仪通过机械球座可实现安全、可重复的位置定位。
灵活
在机床环境中,中心座和工具杯加长杆可提供多种安装方式。
精确
经过校准的精密线性传感器。
便携
QC20球杆仪采用箱式包装,不仅提供坚固保护,同时提高了便携性。
QC20球杆仪测试分为三个简单阶段
设定
将QC20球杆仪安装在机床上两个可重复定位的磁性接头之间。通过一个简单软件创建由一系列G02和 G03程序移动组成的零件程序,才能运行测试 。
数据采集
在测试过程中,Ballbar20软件将实时显示机器跟踪圆的能力。
数据分析和诊断
Ballbar 20软件将测量和诊断特定的机器误差特性 。按照 ISO 230-4、ANSI/ ASME B5.54机器性能标准对数据进行分析。
标准测试
标准测试要求机床执行两个连续的圆形运动,一个为顺时针方向,另一个为逆时针方向。在实践中,测试圆的前面和后面分别添加了一段圆弧,分别用于机床加速和减速运动。

部分圆弧测试
QC20球杆仪可以在通过中心座轴线的平面上进行220°圆弧测试 。这意味着您可以在三个正交平面上执行球杆仪测试,而无需重新定位中心座,从而加快测试速度。通过空间分析报告功能显示测试结果,同时确保所有数据均围绕同一个参考点进行采集。部分圆弧测试简化了Z轴测试,不仅无需定制夹具, 而且降低了对轴行程范围的要求,例如在150 mm半径测试中,对Z轴行程的要求就缩短了100 mm。

附件

360˚车床组件
球杆仪配用车床组件可执行 360°的100 mm 半径测试,以诊断车床的特定误差。
这套组件包括一个连接车床刀架的刀臂组件 和一个连接车床主轴的主轴杆。这两个部件都包括用于定位QC20球杆仪的磁性球碗。
球杆仪校准规
球杆仪校准规由温度膨胀系数接近零的材料制成, 用于校准球杆仪的长度。当配用校准规时,QC20球杆仪可以校准轴比例缩放值和径向偏差值 的绝对误差(而不是相对误差),适用于100 mm、150 mm和300 mm长度。

小圆组件
QC20球杆仪配用小圆组件可执行50 mm 半径测试(标准最小测试半径为100 mm)。这 非常适合测试轴行程较短的机器,或对大多数 类型机器的伺服控制系统进行更完善的分析(小圆需要机器执行更快的加速和减速运动)。 为支持微型机器,根据客户要求可提供 30 mm 半径配件。

立式车床适配器
立式车床适配器有助于对两轴数控应用进行诊断,例如立式车床、激光切割机和 机械手。它取代了标准设定中的工具杯,并将中心球碗的运动限制在单个轴方向。
在ZX平面执行测试时,使用立式车床适 配器可以在对好中心后退回磁性中心球碗, 而不会丢失中心位置。这样在驱动机器移至测试起始位置时,就不会在其他轴上产生偏置误差。

球杆仪主轴定心装置
使用QC20球杆仪按照ISO 10791-6标准执行测试时, 必须在测试前将工具杯与主轴中心线对齐。虽然ISO 10791-6标准没有规定中心度值 ,但工具杯必须与主轴中心线对齐 ,以消除测试设定误差 。
球杆仪主轴定心装置可将工具杯的中心点与主轴中心线对齐。

Ballbar 20软件
检查和诊断 —
伺服性能误差和路径偏差
Ballbar 20软件功能强大,易于使用,用于在机床的整个使用寿命期间进行调试和测试。按照最新标 准( ISO 230-4和ANSI B5.54)采集并自动分析 QC20球杆仪数据。
Ballbar 20非常灵活,既可以执行“一次性” 综合测试,也可以使用客户自定义的测试模板。所采集的数据将以图形轨迹的形式显示,每个诊断出的误差都会根据其对机器整体精度的影响进行排序,并给出位置公差值。
零件程序生成器
零件程序生成器可帮助快速、自动生成用于球杆仪测试的数控机床运动程序。定义球杆仪测试并选择机器控制器类型(有几种默认设置,但也可添加和自定义其他控制器)。只需点击一下即可生成零件程序,既可以编辑,也可以下载下来以便轻松传输到数控机床。生成的程序可以存储起来,以备今后使用。
空间分析
空间分析功能允许在同一个页面上显示从正交平面图中选择的三个测试文件(需符合匹配标准)。 该分析功能可以通过整体最大和最小圆度值计算出“球度”,还可以显示各个测试的圆度结果。
球杆仪模拟器
球杆仪模拟器是一个功能强大的工具 ,有助于制定纠正措施或预测性维护计划。用户不仅可以在屏幕上查看测量结果,还能够调整各种机器几何、间隙和动态参数等,以生成相应的球杆仪图形、圆度值和位置 公差值。
分析报告
根据各种国际标准( 包 括 ISO 230-4、ANSI B5.54), 以及全面的雷尼绍分析格式,对测试结果进行分析并生成报告。Ballbar 20软件在诊断出误差后,还可根据每项误差对机器整体精度的影响程度进行误差排序, 方便用户执行针对性改进。
机床历史记录
通过轻松查看任何特定机器的测试历史记录, 监控机器性能随时间的变化,用户能够 :
• 提前预测维护需求,以减少意外停机 。
• 比较机器发生碰撞前后的性能,以精确制定纠正性维护计划。
• 实时查看维护和服务操作的效果。
• 评估机器历史记录,以识别重复出现的问题, 了解之前采取的修复措施的效果。
结果将以图形方式显示,可从标准报告参数值中 选择圆度和垂直度等参数。如需深入了解,可在图形上 选择单个图点“追溯”到原始测试报告和极坐标图。
Ballbar Trace( 球杆仪循迹)软件
灵活的 、基于时间的数据采集软件
QC20球杆仪可与 Ballbar Trace软件配用,用于采集基于时间的数据, 以及测试四轴和五轴机器(具有三个线性轴搭配一个或两个回转轴)的运动精度。
Ballbar Trace采集的实时数据满足ISO 10791-6报告标准的最大到最小偏差要求。
QC20球杆仪规格
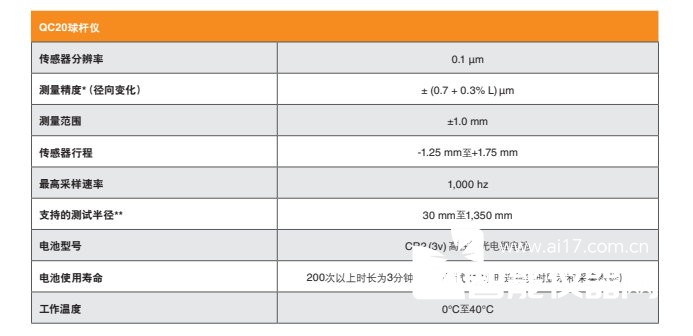
* 15°C至25°C范围内有效
L = 误差测量的长度
在机器上测量10 µm误差时的规格为±0.73 µm;在 机 器 上 测 量 100 µm误差时的规格为±1.00 µm。
** 50 mm测试需要配用小圆组件。最大校准半径为300 mm;配 用 标 配 组 件 时 最 大 半 径 为 600 mm,配 用 额 外 加 长 杆 时 最 大 半 径 可达到1,350 mm。